Comme toutes les bonnes choses, cette imprimante 3D à tapis roulant ne sort pas d’un coup de nul part.

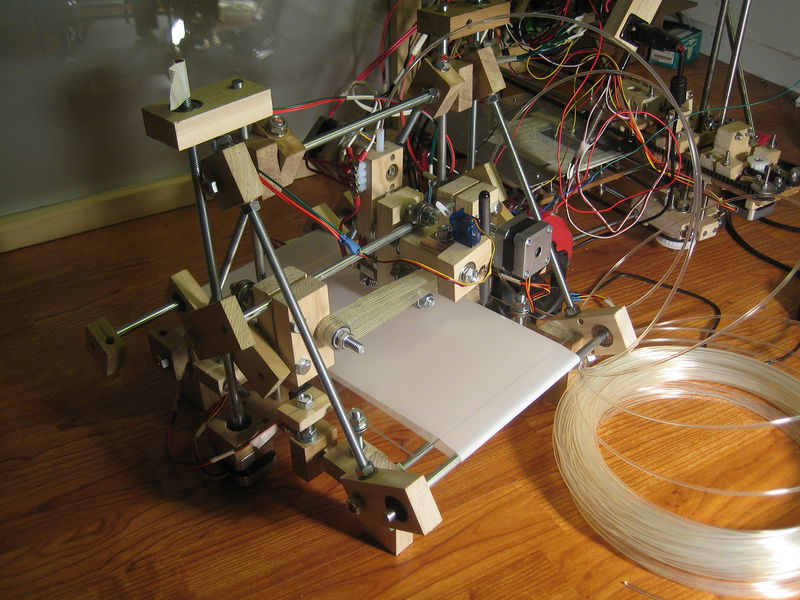
Avec la commercialisation de cette machine, le site d’information Fabbaloo avait justement fait une bonne chronologie de l’apparition et de la diffusion de ce concept. Ainsi que des raisons (fabrication d’objets longs et/ou en série) qui en font une intéressante variante parmi les architectures d’imprimantes 3D à fusion de fil. Pour l’histoire je rajouterais néanmoins le modèle de RepRap 1X2 qui expérimentait ça dès 2011 ! Puis la Voxeljet VXC800 qui en 2012 fut probablement la première imprimante continue pour la production (de moules en sable pour la fonderie).
En tout cas, voir dix ans plus tard ce type de machine commercialisée à un prix aussi abordable (1000€), je n’ai pas hésité longtemps pour mettre une option lors de la campagne de financement Kickstarter (un an plus tôt ça nous aurait été bien utile pendant qu’on fabriquait des visières à la chaîne).
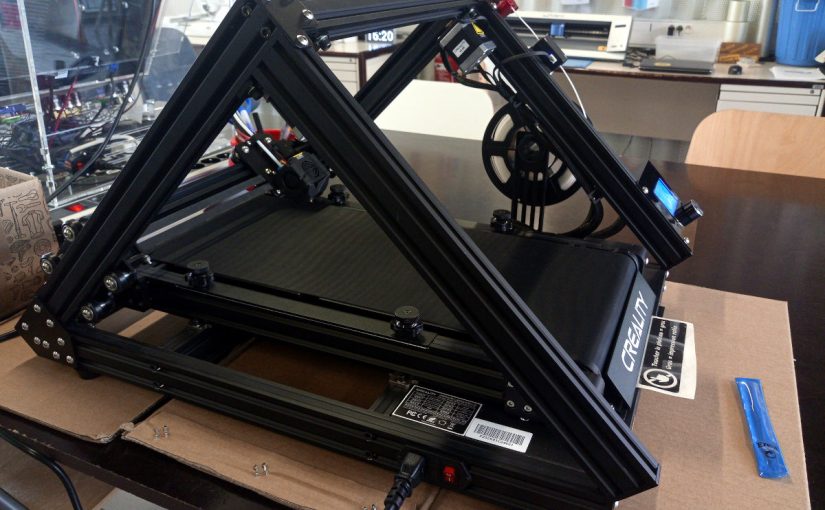
Assemblage
Les éléments sont bien emballés, et l’assemblage est simple, les éléments principaux étant déjà pré-montés. Ne reste véritablement que la tâche, cruciale, de régler le bon écart entre la tête et le plateau.

Premières tentatives
Avec les programmes (.gcode) fournis, aussi bien qu’en générant un bloc simple et les paramètres constructeur, je n’avais pas assez d’adhérence au tapis, malgré une distance qui semblait correcte voir un poil trop proche du tapis.
Reprise des fondamentaux
Dans les paramètres de la variante du logiciel Cura par Creality, le ratio d’extrusion était à 90%, parfois même 85% quand on analyse les programmes déjà présent sur la carte SD (de quoi anticiper une légère sous-extrusion donc). Ajoutons à ça que lors de tests d’extrusion d’une longueur de 100mm avec le PLA fourni, à 200°C (indication constructeur), la variable E-step/mm, initialement à 137.6 était insuffisante (le fil avance de 95mm au lieu de 100mm).
Je commence donc par ajuster cette variable de laquelle découlera la bonne constance de l’extrusion et donc tout le procédé. En partant du PLA classique, mais à 210°C (meilleur adhésion au tapis, sans influence mesurée sur la distance test) :
Pour E137.6 une avance de 100mm = 95mm
Pour E144.7 une avance de 100mm = 102mm (un poil trop)
Pour E142 une avance de 100mm = 99mm (ça ira pour commencer)
Cette correction appliquée, l’accroche au tapis s’en trouve également résolue.
Dernier problème : impression via carte mémoire SD
Que ce soit avec un programme fournis ou un généré, au bout de quelques minutes l’impression s’arrête, ce qui est fâcheux…
Ouvrir le gcode (au cas où il s’agissait d’un fichier partiellement enregistré) signale un fichier corrompu. Bizarre ?
Nouvelle tentative, mais en ayant verrouillé la carte SD en écriture. Cette fois ça fonctionne jusqu’au bout ! Je me demande si cela fais partie de l’usage normal, car je n’ai pas vu ça dans le mode d’emploi.
Premières impressions
Hé hé. Au final ça fonctionne !
Première impression complète avec le cube-cylindre donné en exemple.
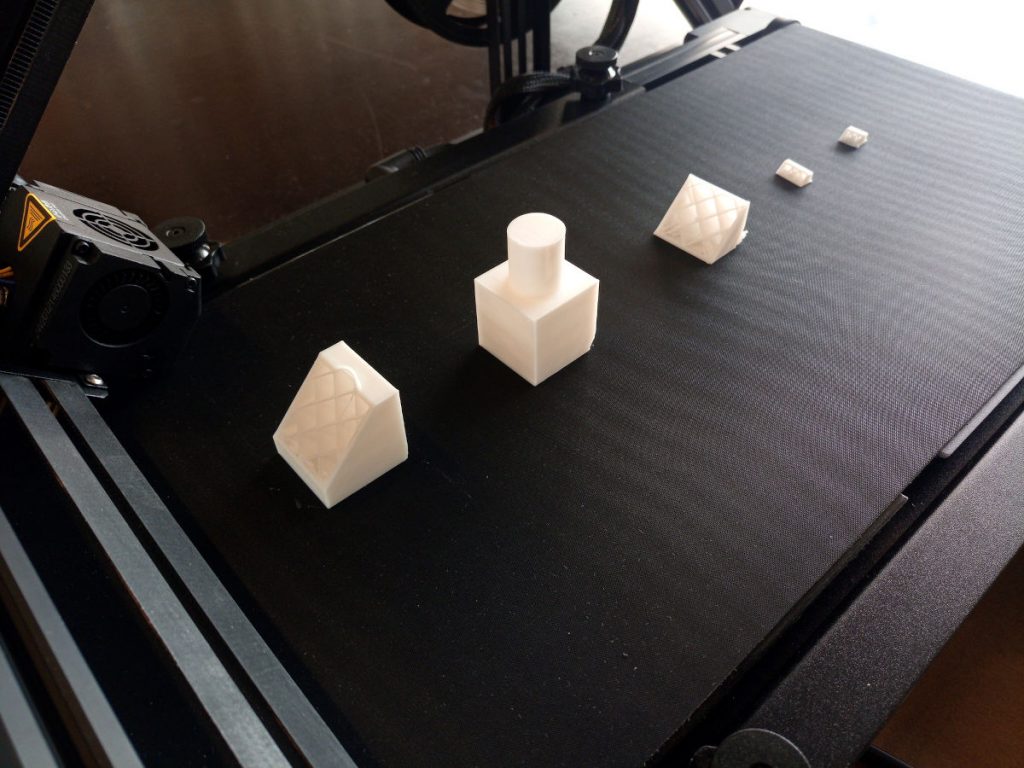
Puis impression d’un bloc de test de 100mm de long, mesuré à 99,70mm pour une valeur de Z-step/mm de 1161,1. Théoriquement il faudrait donc corriger ce réglage à 1164,59 (les produits en croix c’est quand même une application pratique des math depuis la primaire).
La hauteur de couche pouvant aussi créer une approximation par rapport au modèle 3D (ici le réglage des couches était à 0,2mm). J’opte pour 1162, à vérifier par la suite.

Après ces premières impressions réussies, vient la pause estivale. D’autres projets sont prioritaires (fabrication d’une mezzanine en bois), le temps passe, et la machine prend la poussière à la cave…
Re-mise en route (novembre 2021)
Nouvelle saison culturelle au Dôme, j’avance dans mes projets de recyclage de plastique, et surtout : mon objectif de bricoler une machine avec un extrudeur à granulés va pouvoir se réaliser bien plus vite qu’espéré !!! Avec la découverte toute récente de ce modèle, dans les 500-600€ (ce qui est plutôt accessible comparé à ce qui existe dans le commerce pour le moment), venu d’Espagne après environ 3 semaines.

Avant d’installer ça sur la CR-30, je préfère commencer par reprendre mes marques. Avec par exemple l’impression de quelques uns de ces profilés de constructions 🙂
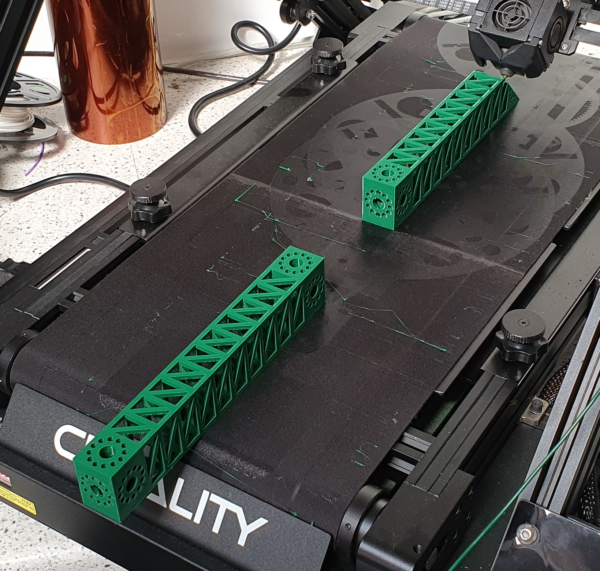
J’en profite aussi pour essayer un autre logiciel pour faire le « tranchage » et calculer les programmes-machines : Kiri:Moto, qui s’avère très bien, avec une configuration déjà éprouvée pour la CR30 en plus ! (manque juste un G92 Z0 en début).
Le cube-échantillon de base fonctionne du premier coup. Mis à part toujours quelques soucis pour utiliser la carte SD de manière fiable (heureusement quand ça plante c’est dans les premières minutes), plus qu’à tenter les poutres !

La conversion aux granulés fera l’objet d’un autre article, dès que je pourrais m’y atteler 😀 (peut-être encore jouer un peu avec la version filament tant que j’en ai).
