Ça faisait depuis longtemps que l’imprimante tournait sans problèmes, mais peu après avoir fini d’imprimer sa 2ème fille…
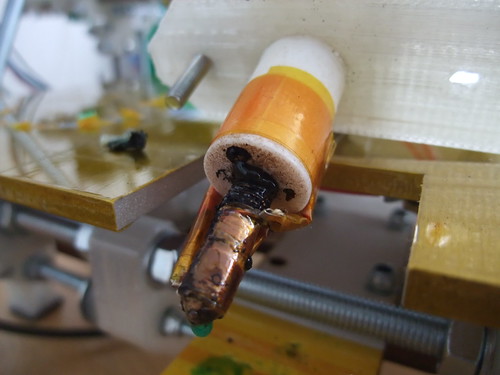
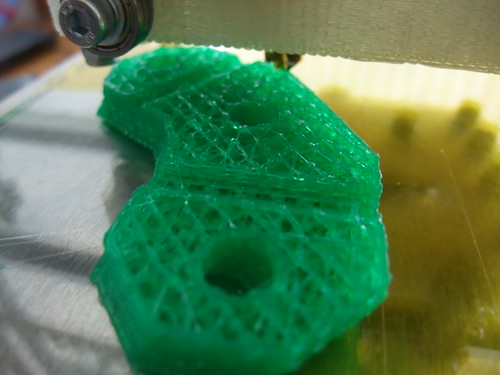
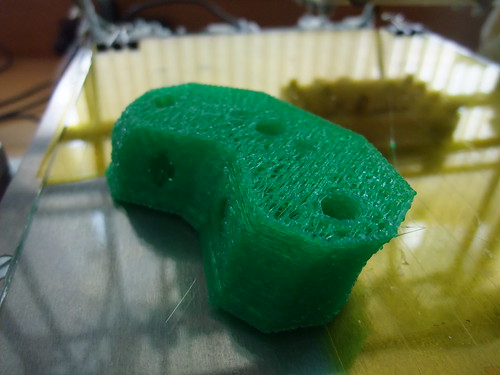
J’ai commencé par voir s’échapper un peu de fumée blanche, probablement de la colle qui maintenait la partie chauffante en cuivre dans le cylindre isolant en PTFE, car j’en ai retrouvé des bulles comme on voit sur la photo, et avec ce jeu la tête est ainsi descendu de quelques millimètres, ce qui était assez désastreux pour l’impression en cours…
Je ne sais pas exactement d’où ça vient : /
- surchauffe ? la température était reglé sur 170°C mais une fois l’impression lancée Repsnapper 352 ne l’actualisait plus (bien que la contrôlant correctement), le kapton également a noirci un peu
- durée de vie de la colle ? qui aura fini par lâcher après de très nombreux cycle chaud-froid…
- friction à l’intérieur de la tête ? dont la température n’était peut-être pas stable en ayant lancé l’impression trop tôt, en plus d’une vitesse assez élevée…
- un bouchon de PLA ? qui peut se former quand le plastique monte trop haut en température, ou au contraire un morceau qui n’aurait pas refondu au lancement.
Peut-être un peu de tout ça.
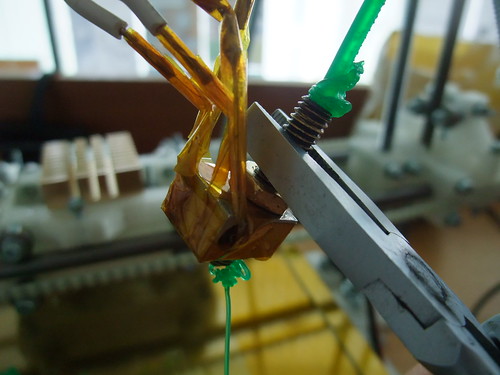
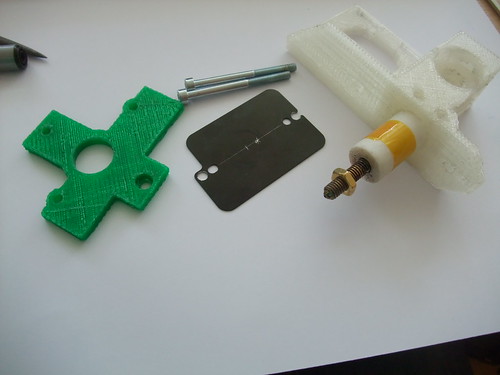
Sur la voie de la débrouille pour essayer de faire un assemblage sans colle, j’en ai profité pour monter le bloc chauffant en alu, plus simple à assembler que le fil nichrome mais qui me pose des soucis de température pour le moment.
==Interlude==
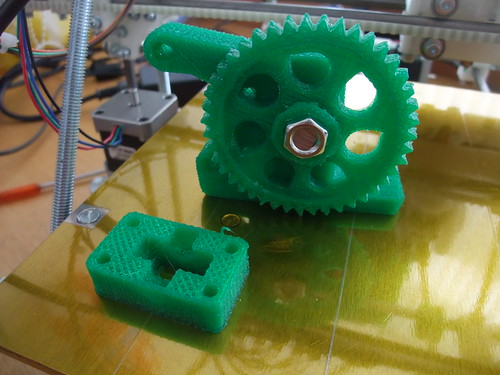
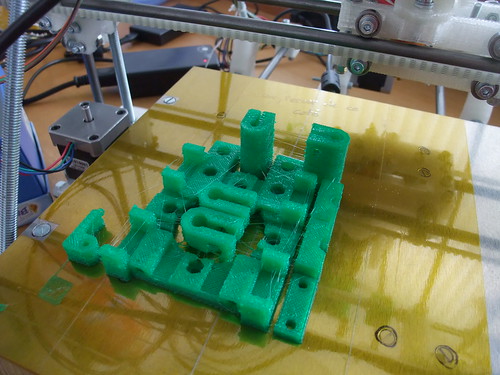
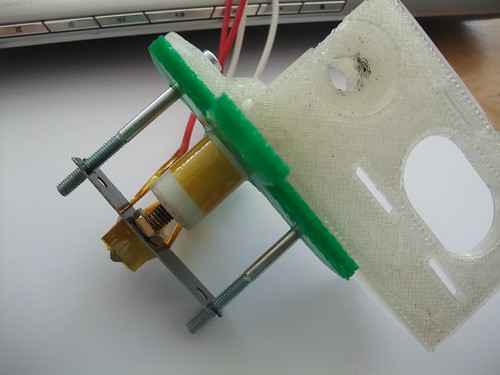
En attendant de récupérer une pièce pour l’assemblage j’ai essayé de transformer la reprap en CNC


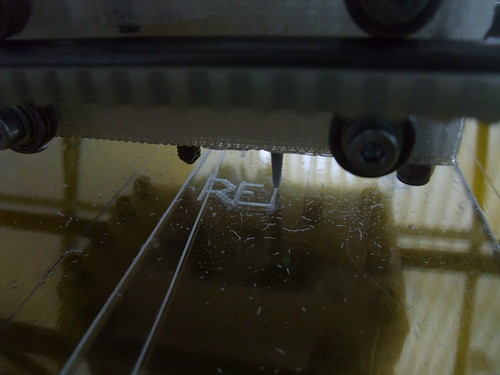
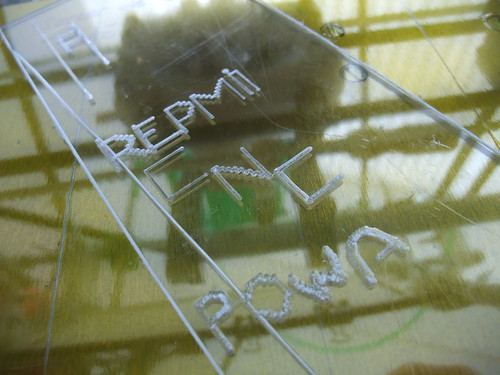
Ça marche, mais ça restait du contrôle manuel ^^
==
Essais avec le bloc d’alu, en poussant le filament à la main c’était assez dur (pourtant à 230°C) et curieusement le plastique fondu refluait même par l’arrière… Après avoir un peu bataillé, le placement de la sonde s’avérait trop proche de la résistance, vers 280°C ça commençait à ressembler a ce que j’obtenais avant à 160°C, j’avais lu quelque part que la différence entre un fil nichrome et un bloc chauffant était de 20-30°C pour le réglage mais là c’est surprenant.
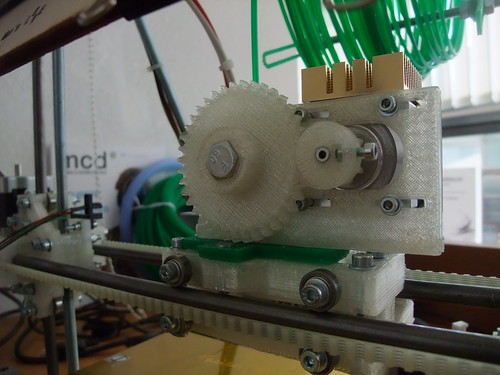
Depuis c’est un peu mieux mais je pense essayer de changer l’extrudeur dès que possible; à suivre.
[argh en fait non pour le moment c’est #fail]
Threads into PTFE with no other support will die after ~100 hours of printing (at PLA temperatures).
At ABS temperatures probably sooner…
Hmm ça pourrai expliquer mon problème et pourquoi la plupart des extrudeurs sont assemblés avec un support…